


![]()
![]()
![]()
亜鉛の電気化学防食(犠牲防食)作用により、鉄素材の腐食を遅延・抑制します。
犠牲防食とは、鉄の身代わりとなって、亜鉛が先に酸化することです。亜鉛が鉄よりもイオン化傾向が大きい(酸化が大きい)金属であることを利用し、鉄の身代わり、つまり亜鉛の言わば「犠牲的な献身」によって鉄を守っていくのです。
また亜鉛は、酸化していくと塗膜表面等に炭酸亜鉛や水酸化亜鉛といった緻密な亜鉛生成物を形成します。これらの緻密な生成物は、塗膜の硬度や遮断性を向上させ、溶融亜鉛めっきやめっき鋼板と同じように経時変化する色調の変化をかもしだすのです。
![]()
![]()
![]()
特長
○防錆効果
亜鉛粉末、リンペン状亜鉛粉末の電気化学防食(犠牲防食)作用と、リンペン状アルミ粉末による腐食物遮断作用が、腐食の脅威から鋼材を防御します。
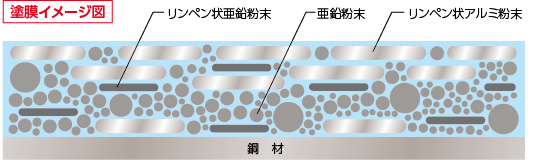
亜鉛粉末、リンペン状亜鉛粉末、更にはリンペン状アルミ粉末が、強固な層状塗膜を形成。防塁のような塗膜が、腐食の脅威から鋼材を防御します。
○色:綺麗なシルバー色
綺麗なシルバー色。暴露され年月を経ると、溶融亜鉛めっきやめっき鋼鈑のように、色が変化します。
○塗膜の硬さ
空気にふれ、暴露され続けると塗膜は硬さを増します。
○エアゾール製品
手の入らないような狭隘部にも、簡単にスプレー補修できます。
○耐熱性:180℃ 問題なし(一時的)
180℃ 問題なし(一時的)
○一液型
取扱いが容易。面倒な混合作業が要りません。
使用について
○素地の調整
○鉄面
ブラストまたは動力手工具を使い、金属面を露出させる。
○溶融亜鉛めっき面・めっき鋼板面
めっき膜厚が残っているめっき面については、手工具を使い表面のさび、白錆を除去する。
※注意
黒皮、さび、旧塗膜、汚れ、水分、油分等を除去して下さい。
使用用途
○溶融亜鉛めっき、亜鉛めっき鋼鈑の溶接部、穴あけ部、切断面の補修、 溶融亜鉛めっきの外部、不めっき部、キズ部等の補修に。
○経年変化により錆が目立ち始めた溶融亜鉛めっき、亜鉛めっき鋼鈑の延命化補修に。
○鉄鋼造物の防錆、補修に。
注意事項
○火気厳禁
消防法第4類 第2石油類 危険等級Ⅲ 労基法有機則 第2種有機溶剤
試験データ
○塩水噴霧試験 塩水噴霧試験にて2,000時間達成
・試験方法:濃度5%の塩水を連続噴霧 JIS K 5600-7-1
・中性塩水噴霧試験法 塩水噴霧:35℃±1℃
試験期間/2,000時間 塩水濃度/5%

○耐複合サイクル腐食試験
・試験方法:サイクル条件 JIS K 5600-7-9
| 試験条件 | 移行時間 |
|---|---|
塩水噴霧から湿潤 |
10分以内 |
塩水噴霧から湿潤 湿潤から熱風乾燥(50℃) |
15分以内 |
熱風乾燥(50℃)から温風乾燥(30℃) |
30分以内 |
温風乾燥(30℃)から塩水噴霧 |
瞬時 |
・耐複合サイクル腐食試験
過酷な耐複合サイクル腐食試験 200サイクル 問題なし


○単膜・付着性試験
・試験方法:単膜・付着性試験 JIS K 5600-5-6 1mm 100個 100/100


塗布方法
・撹拌玉の“カラカラ”という音がしてから30回以上振って、ダイレクトに塗布してください。

- ①素地調整 鋼板の薄膜を剥ぐ
塗布個所を覆う黒皮、旧塗膜、さび、油等を動力工具等で除去する
- ②素地調整後の鋼板
清浄し金属面が露出した塗布箇所
![]()

- ③ZINC JAPANを塗布
まんべんなく塗布面に吹きかける

- ④完成
完成
めっき艶グロスでさらに美しいメタリックシルバーに仕上げる ▶詳しくはコチラ

- ⑤めっき艶グロスを塗布

- ⑥完成